
Offline vs Inline: Shifting to automated inline ICT
Artigo original em :
Exploring the affordability and benefits of using a fully automated inline in-circuit testing strategy with the i1000D small footprint ICT system.
The automotive industry has been adopting inline automatic in-circuit testing for a long time. The main purpose of going inline is based on the quality requirements for those parts inside the cars. Human interference has been the main cause of product failures. Human error can arise, for example, while adding a barcode sticker, carrying the board from point A to point B, or inserting a protection cover.
Surface mount technology processes for manufacturing printed circuit board assemblies is a pretty matured process. For example, processes for the manufacture of tablet main boards comprising many 0201 or 01005 components and multiple BGA chips are already optimized for high yield.
With the introduction of on-board programming, LED testing, and boundary scan technologies, there is some significant progress in the integration of functional test into the in-circuit test stations. Many factories are already enjoying the benefits from combining functional test with in-circuit and lowered labor cost. However, with the higher the level of integration, there is a corresponding increase in the cost arising from human-made mistakes. As such, automation becomes significantly more important after the integration of tests.
There are some attempts to go for inline-automated board testing in the industries, but the results have been pretty controversial in the past years. Automation is an important option when you want to move your manufacturing relocation from high-tech locations (eg. Western Europe or US) to cost-effective locations (eg. China). Manufacturing facilities move chiefly to achieve lower cost, but automation may not guarantee the seemingly obvious cost savings as intended.
However, when it comes to testing these PCBAs with in-circuit test (ICT), the process is still mostly manual, with most manufacturers using offline ICT stations to test their boards. While entire SMT lines have become increasingly fully automated, testing remains unchanged, without taking into consideration-visual inspection, which is not considered as test. The cost for supporting test automation is a big deterrent often cited by manufacturers on why they are not automating their ICT. Other challenges include the complexity of engaging various partners to enable automation. However, with the new inline ICT systems introduced by Agilent, things are changing.
Typical PCBA testing process involves the following activities – after the reflow oven or wave soldering process, an operator typically has to carry a board from the SMT line t the ICT station, put the board on the fixture and engage the fixture. When it comes to the functional test stage, this involves more manual procedures with the operators opening and closing the fixture.
As a result, people cost in the testing stage has become the main cost component on the SMT line. On the automated SMT line, all you need is one or two experienced engineers covering a total of 6~10 systems such as stencil printers, pick and place machines, and reflow ovens plus those conveyors/buffer/board flippers in between. However, you will definitely need one operator for each one of the in-circuit and functional test stations. As a matter of fact, labor incurred at the test stage is more than 50% of the total labor for the whole line. As a result, this has caused some critiques to consider test as “non-productive”.
| SMT | Testing | ||||
| Printer P&P Reflow | ICT | F/T 1Â Â Â Â Â Â Â F/T 2 | F/T 3 | ||
| Engineers | 1 (shared) | 1 | 1 (shared) | ||
| Operators | 1 (shared) | 1 | Â Â Â 1Â Â Â Â Â Â Â Â Â Â Â Â Â Â 1 | 1 | |
| Total headcount in SMT | 2 | ||||
| Total headcount in Testing | 6 | ||||
Labor cost in the testing phase is about three times that of labor cost in SMT
This is because it involves investment in the automation equipment, logistics for automation, automation engineers, support parts, and an additional automation company to deal with. Those costs weren’t there when the entire manufacturer needed was an operator to manually test the board, and the cost of the operator is normally lower than the upfront automation costs! Most manufacturers simply bear the consequence and live with the drop in quality and related damage costs caused by lower-cost operators. To some manufacturers, there is always a even lower-cost location to move to.
In the longer run, however, competing by cost doesn’t seem like the best strategy, and lowest upfront cost doesn’t mean overall lowest cost for the company. At the end of the day, there are only so many ‘lowest cost†places you can relocate to, and what about the quality of your product that helps build up your brand image?
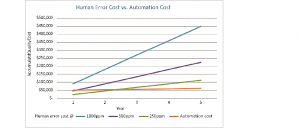
Figure 1.Comparing human error cost and automation cost
To address all these various challenges and to help manufacturers have a more viable automation strategy for their board test, board test industry leader Agilent Technologies recently introduced new fully automated inline in-circuit testers. To help users overcome the controversial discussion between upfront capital cost and quality cost, Agilent’s aim is to provide the easiest way for manufacturers to adopt automation without having to bear both the capital cost and, more importantly, the heavy support cost.
The Agilent i1000D Small Foot Print Inline system, for example, is fully supplied and supported by Agilent, so you don’t need to engage multiple companies for support. To make the move to automation easier, it is designed to help manufacturers easily migrate from offline mode to inline mode by simply moving the fixture and program. With a slim width of only 850mm, it fits most SMT lines. All you need is moving the offline system out and insert the system. The smaller width also contributes to faster handling time – the shorter the board travels, the shorter the handling time will be. Being fully compliant with SMEMA standards makes the i1000D SFP easy to link up with existing SMT conveyors to automátically load new boards in and send tested boards out. The testing section and conveyor system are covered by transparent doors which allow engineers to easily see what’s happening inside the tester. There are only three main sections in the mechanical design – the conveyor, the fixture and the press. It makes it simple and straight forward that you don’t need to depend on special engineers for ICT automation.
By lowering the barrier of automation, we can refocus on in-circuit test to improve production quality – with the added assurance of the removal of human error. The Agilent i1000D Small Foot Print also has the best-inclass ICT technologies that help you to perform tests, from open/shorts to power up digital tests. Twisted wire digital signal paths provide exceptionally good signal quality that gives you stable test results. The award-winning VTEP and Cover-Extend Technology provide the best test coverage with fewer test points required. The boundary scan tests perform single device and interconnect tests, meeting most of the needs in the industry. It can also leverage the 3070 VCL-based digital test libraries to enable the maximum number of digital tests.
You can view videos on Youtube how the Agilent i1000D Small Foot Print inline ICT system works. This system is a definitely a fast, viable solution to automate your board test and improve your product quality at the same time!
Visit the i1000D Small Foot Print website and get more details:Â www.agilent.com/find/i1000